熱(rè)線:135-2877-5529
日期:2022-06-09 編輯:鵬豐精密五金 閱讀: 936
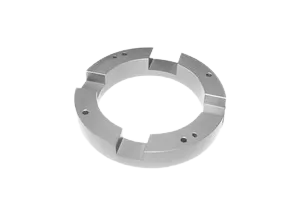
鈑金是如何加工的?
金屬板(bǎn)經過切(qiē)割、衝壓(yā)、衝孔、剪切、成型、彎(wān)曲、焊接、軋製(zhì)、鉚接、鑽孔、攻絲和機(jī)加工。硬件可以插入到鈑金零部件中。組件可以刷塗、電鍍(dù)、陽極氧化、粉末塗層、噴漆、絲印或以其他方式標記。當然(rán),零件可以通過鉚接、擰(nǐng)緊或焊(hàn)接成複雜的組件。與當今大多數(shù)其他技術一樣,鈑金加(jiā)工(gōng)也在不斷發展。材料、設備和工具比以往任何時候都更加專業化。為了充分利用鈑金(jīn),您必須為(wéi)您的零(líng)件及其(qí)應用利用正確的(de)供應商和製造方法。根據定義,鈑金一開始是一塊板,但可以通過許多不同的方式成形,以滿足許多不同(tóng)的要(yào)求。
一般的冷成型工(gōng)藝(yì)有:
切割(gē)
l 剪(jiǎn)切長期以來一直是切割鋼板的主要方法,但現在已(yǐ)被更快、更(gèng)精確(què)的方法所取代。
l 衝床可用於衝壓(yā)和模(mó)組來切割金屬。與激光或水(shuǐ)射流切割相比,這對於切割相對簡單的零(líng)件特別有效。因為它可以以每分鍾數百次的速度(dù)運行,衝床可以快速製造出合適的零件。衝孔也可(kě)用於在零件上打孔或其他切口。結合衝床和激光切割(gē)可以創建具有尺寸限製衝壓特征的複雜平麵(miàn)圖案。
l CNC激(jī)光切割使(shǐ)用氧氣、氮氣、氦氣或二氧化(huà)碳噴射流來燒掉金屬並產生幹淨的成品邊緣。此過(guò)程的速度隨金屬厚度的不(bú)同而不(bú)同,但切(qiē)割可能非常複雜,公差為+/-0.005英寸或更嚴格的公差下都非常精準。由於沒有接觸(chù),刀具不會像機械刀(dāo)具那樣(yàng)磨(mó)損。兩種(zhǒng)類型的激光器用於鈑金加工:光纖激光器用(yòng)於更薄、反射性更強的材料(liào),以實現精確切割;多氣(qì)體或CO2 激光器更強大,適用於適用於較厚的板材。
l 光(guāng)化(huà)學加(jiā)工是一種使用CAD生(shēng)成(chéng)的模板進行(háng)控製蝕(shí)刻過程,以留下一個經過化學激活的圖案,從而去除不需要的金屬。
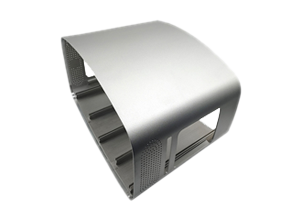
彎曲
大多數金(jīn)屬可以使用(yòng)各種壓(yā)力機沿直(zhí)線軸彎曲。彎(wān)曲的形狀可以從柔和的曲線(如沿著鋼罐的垂直(zhí)軸的曲線)到在 90 度的上(shàng)方(fāng)、下方或右側的尖角。折彎機用(yòng)於產生這些(xiē)相對尖(jiān)銳的彎曲。軋製和成(chéng)型方法在連續彎曲操(cāo)作中產生(shēng)開放或(huò)封閉的單軸曲(qǔ)線。
大多數金屬可以使用各種壓力機沿直軸(zhóu)彎曲。彎曲(qǔ)的形狀可以從柔和(hé)的曲線(如沿鋼罐垂直軸的曲線)到90度度的上方、下方或右側的尖角。折彎機用於產生這些相對(duì)尖銳的彎曲(qǔ)。軋製和成型方法在連(lián)續彎曲操作中產生(shēng)開放或封閉的單軸曲線。
卷邊
這(zhè)包括滾動金屬形狀(zhuàng)的邊緣,以提供更平滑、更堅固的邊緣。折邊可以(yǐ)是開放(fàng)的,在彎曲處留下一個空氣空間,也可以是封閉的,在這個空間中折疊的金屬被緊緊地壓在自己身(shēn)上。卷邊會在金屬片上產生一個圓形邊緣,也稱為桶形下擺。這可(kě)用於(yú)簡單(dān)地消除銳邊,或用於特定的操(cāo)作功(gōng)能,如車門鉸鏈,它(tā)固定鉸鏈圍繞其旋轉的銷。




微(wēi)信谘詢(xún)
135-2877-5529
公司郵(yóu)箱
gaofeng@pf898.com
公司地址
深圳市龍崗區朱古石五清路(lù)5號
Copyright © 2022 深圳市鵬豐精密五金(jīn)有限公司 All Rights Reserved 粵ICP備18084774號



 135-2877-5529
135-2877-5529